


我公司可依照客户需求设计、生产各种规模的酒精设备及建设整套生产线的交钥匙工程。酒精装置采用目前国内最先进的工艺和设备,其特点是:工艺路线流畅,设备布局合理,工艺参数自控,保证质量安全。
以淀粉质原料生产特级酒精
(一)工艺流程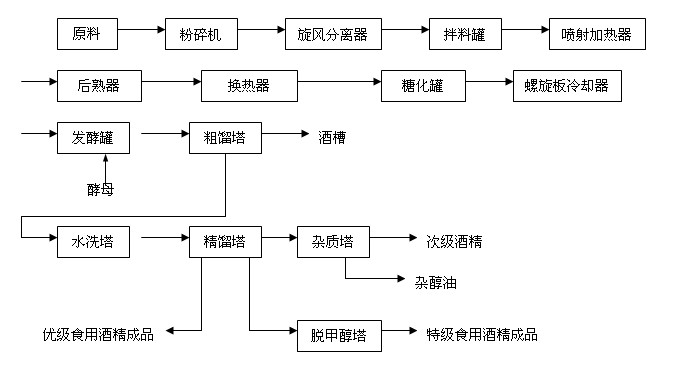 (二)
(二)
(二)工艺特点说明
1. 原料粉碎采用风选风送负压粉碎工艺,除掉了原料中的沙、石杂质,提高了设备粉碎能力,选用的新式粉碎机附有除铁装置,占地面积少,配用电机功率小,可节电15%。
2. 采用连续蒸煮和连续糖化工艺,实现了生产操作的连续性,既降低了蒸汽消耗,又降低了工人的劳动强度。
3. 糖液冷却采用换热效率高的螺旋板换热器,大量节约一次水的用量。
4. 发酵采用酵母连续分割工艺,降低了干酵母的用量,可节省酵母成本的80~90%,采用罐外冷却新技术,能有效降低冷却水的用量,同时发酵灭菌采用蒸馏的废热水代替蒸汽杀菌,可节约蒸汽总用量的8%。
5. 蒸馏采用五塔(六段)式(即粗馏塔提馏段、粗馏塔浓缩段、水洗塔、精馏塔、脱甲醇塔和杂质塔)差压蒸馏生产优级食用酒精和特级食用酒精。实现了稳定、高效优质生产,能耗比传统工艺可节省约45%。五塔(六段)差压蒸馏节能效果显著,吨酒精耗汽约2.85吨,还低于传统两塔常压蒸馏的吨酒精耗汽,但产品质量则显著提高,尤其是粗馏塔浓缩段和水洗塔的采用能更有效地彻底排除正丙醇、异丁醇、异戊醇等高沸点杂质组分;粗馏塔和脱甲醇塔采用间接加热真空蒸馏除了节能需要外,还有利于彻底排除低沸点杂质组分。
6. 自控仪表采用PLC自控系统进行控制。控制系统主要针对生产过程的温度、压力、液位、流量等参数进行显示、记录、报警和调节。
7. 蒸馏技术可根据用户的质量要求采用多种配置,确保达到所有指标。
(三)吨酒精消耗指标
1. 原料: 2.9-2.95吨(玉米),2.7-2.9吨(瓜干、木薯)
2. 蒸汽: 3吨
3. 电力: 160KW.h
4. 一次水: 5-10 吨
5. 糖化酶: 3.65kg/100,000单位
6. 干酵母: 0.2kg
7. 青酶素: 9g/800,000单位
8. 淀粉酶: 2kg/20,000单位
以糖蜜为原料生产酒精
(一) 工艺流程

(二)工艺特点说明
1. 采用大罐连续发酵,螺旋板式换热器罐外冷却新技术。大罐连续发酵占地面积小,投资少、操作方便,便于自动控制,大大减少排放刷罐水量。采用螺旋板式换热器罐外冷却提高了设备利用率,并减少了设备内的死角。
2. 发酵灭菌采用蒸馏废热水代替蒸汽杀菌,可节约蒸汽总用量的8%。
3. 蒸馏采用五塔(六段)式差压蒸馏生产优级食用酒精和特级食用酒精。
(三)吨酒精消耗指标
1.原料: 4~5T 锤度(BX)>85
2.硫酸: 23Kg ≥98%
3.磷酸: 5Kg
4.硫酸铵: 10Kg
5.水: 11m3
6.电: 90KWh
7.汽: 3T ≥0.6MPa