


酒糟滤液零排放
为了既能彻底、有效地保护环境,又能在处理工程的投资、能源消耗等方面做到经济、合理,我公司在大量调研实践的基础上,充分发挥研制者长期丰富的实践经验,综合多种单项技术的特点,精心开发研制了酒糟滤液零排放新工艺,取得了理想的效果。
一)技术措施简介
1、粗馏塔间接加热
2、蒸煮间接加热
3、糊液空气冷却
4、粉碎泡沫除尘采用循环水
二)工艺水平衡(以吨酒精直接工艺水计,计算略)
1、粉碎加水:9.6吨(加水比1:3)
2、蒸煮冷凝水量:1.06吨
3、糊液空气冷却蒸发量:0.73吨
4、双酶及干酵母稀释水量:1吨
5、发酵逸出CO2量:1吨
6、发酵冲罐底水:0.2吨
7、CO2淡酒回收洗涤水:0.1吨
8、粗塔冷凝水量:2.63吨
9、粗酒精带走酒水量:2吨
10、吨酒精酒糟量:14.06吨
11、滤液量:11.95吨
12、粗馏塔、蒸煮采用间接加热后的滤液量8.26吨
13、滤液全部回用于拌浆尚需补充新鲜水(1-12项):1.34吨
14、工艺过程中共补充新鲜水(4+6+7+13项):2.64吨
15、补充的新鲜水量占总水量的百分数:
14项/(12项+14项)×100%=2.64/(8.26+2.64)×100%=24.2%
16、滤液返回比:
12 项/11项×100%=8.26/11.95×100%=69%
(三)经济效益和环境效益
采用本工艺后,使本来很难处理的酒精滤液得以在酒精生产中全部循环回用,实现了污染物的零排放,彻底解决了酒精生产对环境的污染难题。节约大量污水工程费。
在经济上,尽管粗塔和蒸煮采用间接加热工艺其用汽量会较原直接加热略有增加,且增加了部分电力消耗。但间接加热后的洁净高温冷凝水可回收作锅炉软水,因此,以上增加的消耗大致可在回收的热能及软水费用中得以补偿。
糖蜜酒精糟液处理装置
本项目设计与糖蜜酒精生产能力配套 ,将酒精糟液浓缩后喷入锅炉中燃烧可回收热量并达到零排放。
(一)工艺流程图
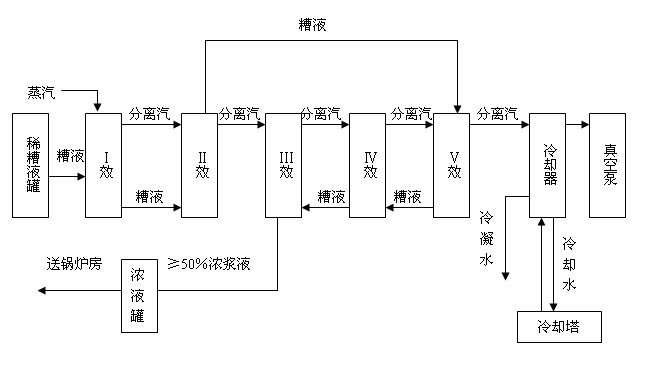 (二)工艺特点
(二)工艺特点1.糟液浓缩工艺采用五效板式降膜减压低温蒸发工艺,可实现大小循环及不停机清洗,有节能,不易结垢,清洗方便,减少清洗时间的优点。
(三)吨50%浓浆消耗指标